顾名思义,玻璃钢手糊成型工艺主要以手工操作为主,不用或少用机械设备。手糊成型法又称接触成型法,固化时无反应副产物放出,因而不需加高压以去除反应副产物,在常温、常压下即可成型。因此,无论小型制品或大型制品都可用手糊成型。

一、手糊成型工艺流程
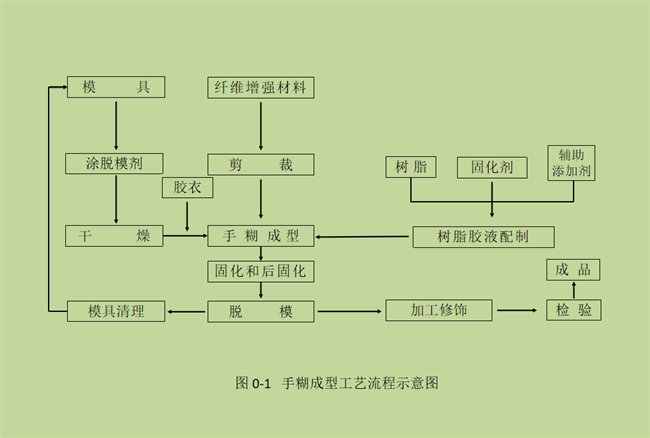
手糊成型的工艺过程是:先把模具清理干净,表面处理好,然后在模具表面涂抹脱模剂或者脱模蜡,按上脱模剂流程处理到位充分干燥后,根据需要先喷涂/手糊胶衣,胶衣指干后,再将一些混合好的树脂溶液(已经添加促进剂、固化剂)涂刷在模具成型面上,随之在其上铺放裁剪好的玻纤布(毡)等增强材料,并注意浸透树脂,驱除气泡;如此重复上述铺层操作,直至达到设计厚度,然后进行固化、脱模、加工修饰及检验等。其工艺流程如图0-1所示:
二、手糊成型工艺的优缺点
手糊成型工艺虽然是一种较为简单的成型方法,但它具有许多其他成型方法无可比拟也无法代替的独特优点。当然,该工艺也存在一定的缺点。现就它的优缺点简述如下:
1、手糊成型工艺的优点
(1) 模具成本低,也容易维修,因而设备投资较少,上马快。
(2) 生产准备时间短、操作简便,易懂易学,较容易掌握。
(3) 不受产品尺寸和形状限制,最适宜于数量少、品种变化多、形状较简单的产品或大型制品。
(4) 根据产品设计要求,可在不同部位任意增补增强材料,灵活性较大。
(5) 树脂及增强材料可实行优化组合,也可以和其他夹芯材料复合成制品。
(6) 容易在刚性较差的部位用加强筋等局部增强。
(7) 可在常温、常压下成型。

2、手糊成型工艺的缺点
(1) 生产效率低,劳动条件差,劳动强度大,生产环境条件比较差。
(2) 产品质量稳定性差,受人为的因素影响比较大。
(3) 车间占地面积大,需要有良好的通风设备。
------
相关文章推荐:
两岸猿声啼不住,轻舟已过万重山---中国玻璃钢渔船发展风雨历程
面对新一轮环保革命 | Synolite新丽材低苯乙烯树脂为您保驾护航
剑在手,问天下谁是英雄!--FRP渔船制造 真空树脂导入成型 手糊成型工艺PK
无蜡垢更好用!玻璃钢专用脱模蜡——美国Stoner蜜蜡250脱模蜡,您值得拥有!
还在为车间气味、粉尘、废料处理等问题发愁吗?新型VPI硅胶真空成型工艺为您轻松搞定
几度风雨几度春秋,风霜雪雨搏激流——中国渔船玻璃钢化是必然发展趋势!
打印


