在复合材料的应用之中,胶衣不但是非常有技术含量的产品,同时在实际使用过程中,也是比较容易出问题的一个产品,涉及到的原因非常多,而影响胶衣表面效果的因素主要有胶衣类型以及胶衣的应用。
要使用好胶衣,重点之一要把握好胶衣的固化时间(凝胶和气干时间)和胶衣厚度。
胶衣厚度把控非常重要,太厚和太薄都会影响产品质量,例如胶衣厚度低于400μm时就容易出现起皱、玻纤纹外露、被渗透等问题。胶衣厚度高于800μm时就容易出现开裂、提前离模、黄变等问题。
目前国内的玻璃钢厂使用胶衣时,主要是手刷和喷枪喷射,而喷枪喷射又分为二个方式,小喷壶内混型小喷枪(容量一般是500-1000毫升),内/外混型大喷枪。
手刷胶衣,主要是依赖操作工人的个人经验及责任心,导致制品一致性以及质量稳定性较差。加上效率较低、劳动强度大、卫生条件差,产品质量难以保证。

小喷壶
内混型小喷枪,首先需要把胶衣和固化剂人工混合倒入小喷壶容器中,通过高压气体把胶衣吹散成雾状,雾化效果不好而且环境污染非常严重,整个车间都雾蒙蒙且充满着苯乙烯的味道。由于容器容量有限,所以就要经常添加胶衣,而且不能预先混合,损耗大,导致无法连续工作,而且容易产生气孔,如果没有计算好需要混合固化剂的胶衣的用量,用不完也会固化导致浪费。
小喷壶视频截图

因小喷壶喷出来的胶衣已经飞溅到车间几乎每一个角落,浪费非常大也就不说了,对工人的身体健康也是非常不利的。
接下来该我们的半自动化的大喷枪上场了,大家先看看视频再说吧!
半自动化喷枪视频截图
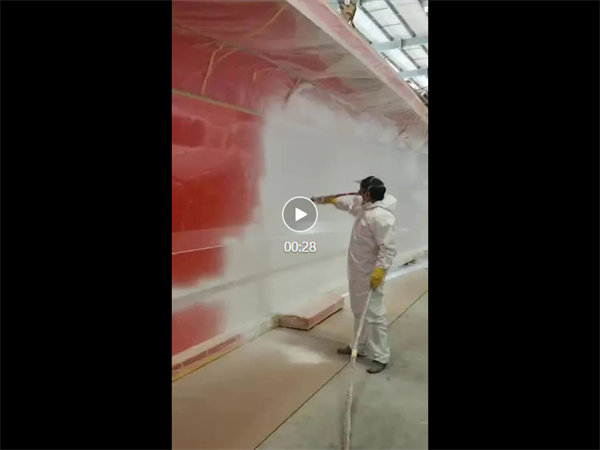
我们也可以清晰看到,在技术人员操作的过程中,完全没有任何材料喷洒飞溅,全是因为这个机器的喷枪上还有一个超强大的AAC空气助包容功能,有别于传统喷枪的敞开式喇叭形的喷射范围。

同时我们也可以看到半自动化喷枪,效率是非常高的。
以下是小编拿了一份某公司客户两套模具喷涂胶衣的数据资料,没有任何改动给大家分享出来。希望大家能给我多点赞、多关注。
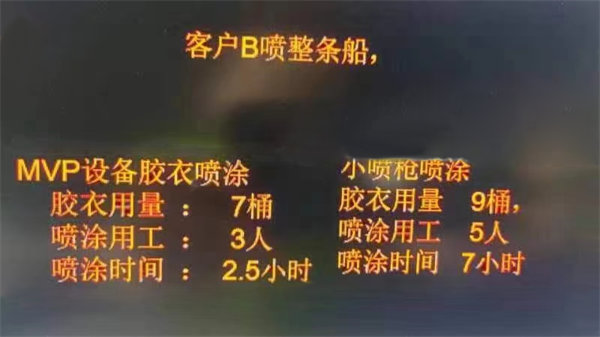
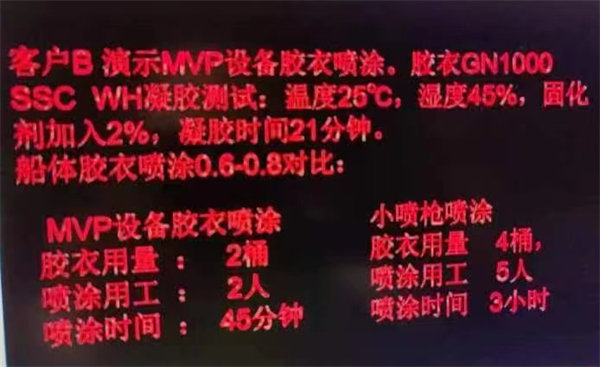
从以上这两个服务记录来看,胶衣用量减少30-50%,人工减少30-50%,喷涂的时间节省150-300%!为什么有这么大的差距,小编觉得操作的人应该是有很大关联。但不管怎么样,节省材料和提升效率是毋庸置疑的事实!
看来这种喷枪操作轻松,技术要求低,无需清洗,由于雾化均匀,全自动输送固化剂,厚度控制良好,节省材料的同时,产品质量一致性也有保证。
最后我们用2组图片来说明胶衣厚度控制和薄层多遍喷涂胶衣的重要性。
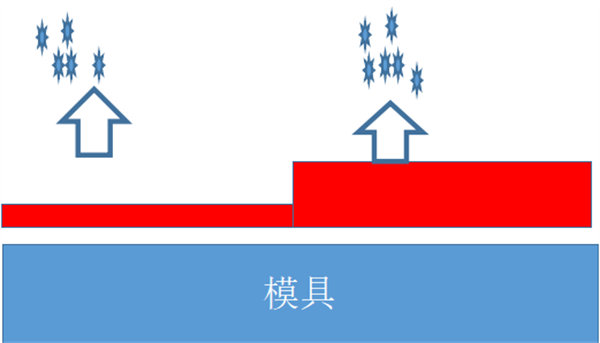
胶衣厚度应用
通过上图可以看出相同的苯乙烯挥发量,厚度合适的胶衣能得到一个更好的固化网络。不同的苯乙烯含量导致最后的胶衣耐老化性能不一致。
说明胶衣越厚变色越快。比如说胶衣厚度分别0.6mm和1.0mm,喷在模具表面后,最表面层的苯乙烯挥发量相同的,也就是说太厚的地方苯乙烯含量会过高,胶衣容易黄变。
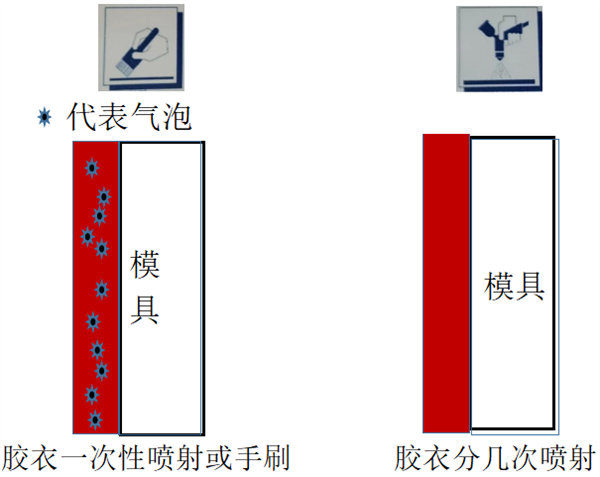
如上图所示,一次性喷射或手刷胶衣产生的气泡非常多且气泡难于排出!而薄层多遍喷的胶衣脱泡效果非常好!
正是因为这样的原因,使用手刷胶衣工厂越来越少,很多的工厂开始用喷枪喷胶衣,产品品质上升的同时,效率也得到极大的改善!
(来源:新型玻璃钢渔船公众号)
------
相关文章推荐:
两岸猿声啼不住,轻舟已过万重山---中国玻璃钢渔船发展风雨历程
面对新一轮环保革命 | Synolite新丽材低苯乙烯树脂为您保驾护航
剑在手,问天下谁是英雄!--FRP渔船制造 真空树脂导入成型 手糊成型工艺PK
无蜡垢更好用!玻璃钢专用脱模蜡——美国Stoner蜜蜡250脱模蜡,您值得拥有!
还在为车间气味、粉尘、废料处理等问题发愁吗?新型VPI硅胶真空成型工艺为您轻松搞定
几度风雨几度春秋,风霜雪雨搏激流——中国渔船玻璃钢化是必然发展趋势!


