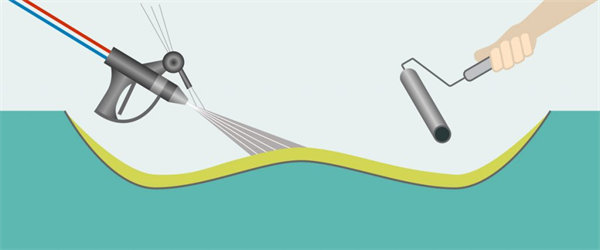
喷射成型也称为喷涂成型,它是借助手操机械完成铺敷成型的一种方法。其过程为:通过调整喷射成型机各部件的工作状态,使树脂与添加剂能按要求的比例混合,使切割器的切割速度恰好满足切割纤维的需求量,然后树脂通过喷枪口,纤维通过排料斗,一起均匀地喷射到模具表面,再通过滚轧排气成型。如果先在模具上铺好毡层,再从喷枪喷出混合好的树脂,然后通过排气成型,也属于喷射成型。
喷射成型法是用机械来代替手糊法的原料供给系统,也就是将固化剂、促进剂、树脂等通过不同管道在喷枪内混和直接喷到模具上而制成产品。此时的固化剂应当用液态的固化剂。可以连同短切无捻粗纱一道喷出,也可单独将树脂喷在玻璃纤维织物上,再赶气泡制得FRP产品, 也可用于喷胶衣树脂,代替人工涂刷。

喷射成型作业
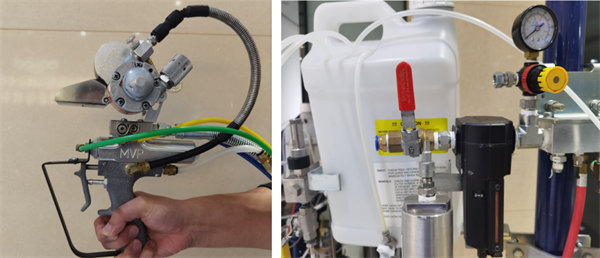
喷射成型工艺采用双口喷枪,有一个喷口喷树脂,这个喷口是两个管的汇合,一个管路是固化剂,另一个管路是含有促进剂的树脂,在喷口处雾化混合后喷出,这类喷枪称为外混式(也有内混式,在枪内树脂与固化剂混合由一个管路至喷口处)。另一个喷口是将玻璃纤维纱通过喷口后的切割器切成定长的短纤维,然后借助压缩空气喷出。两个喷口呈一定角度,使喷出的树脂与短切纤维在模具上会合而成型,替代了手工积层操作。
此法是借助机械进行的手工作业,作业质量仍由操作者手工控制,但减轻了劳动度。用此法形成的玻璃钢层相当于使用玻璃纤维短切毡浸润成型,树脂含量高,致密性好,但强度相对较低,只适用于强度要求不高的产品。在船艇生产中只能取代玻璃纤维毡层,不能取代玻璃布层,否则应予加厚,才能达到布、毡结合的设计强度。喷射作业时有树脂雾状逸散,应做好现场劳动防护工作。
喷射法不能用于主要结构上。它的优点是生产效率高,劳动强度小,材料配比准确、节省材料,操作简单,技术要求不高。
生产效率高:是手糊的4-6倍。
劳动强度小:每套设备只需一人操作,生产过程中不用清洗设备,高效率,省成本。
材料成本降低:用玻纤粗纱代替织物,可加入大量的填料,成型过程中无拼接,制品整体性好。
工艺自由度大:生产过程中可根据产品性能需要自由调节产品厚度、树脂、纤维含量、长度等。
缺点是专用设备投资大,调试维修技术性强,产品质量仍依赖于人工的操作技能,气味挥发环境污染较重。由于产品树脂含量高,性能指标偏低,只适于用玻璃纤维短切毡生产的小型船艇,不适用于大船。

喷射成型的要求:
1、对无捻粗纱的要求:切割性良好,不产生静电,浸透性好,易脱泡、脱模性好,分散性好。
2、对树脂要求: 硬化时间及黏度要适中,有触变性。使用红色或黑色胶衣时,固化剂、促进剂可增加 10%。
3、喷射机的类型、功率及空压机的压力等选择要适当。
4、喷射量:先由 FRP产品的需要来确定含胶量,再确定喷射量,在日本一般为 500~600g/m。
5、喷涂胶衣时,要连续进行,若中途停顿20min以上则两次之间会起皱。
(来源:“新型玻璃钢渔船”公众号)
------
相关文章推荐:
两岸猿声啼不住,轻舟已过万重山---中国玻璃钢渔船发展风雨历程
面对新一轮环保革命 | Synolite新丽材低苯乙烯树脂为您保驾护航
剑在手,问天下谁是英雄!--FRP渔船制造 真空树脂导入成型 手糊成型工艺PK
无蜡垢更好用!玻璃钢专用脱模蜡——美国Stoner蜜蜡250脱模蜡,您值得拥有!
还在为车间气味、粉尘、废料处理等问题发愁吗?新型VPI硅胶真空成型工艺为您轻松搞定
几度风雨几度春秋,风霜雪雨搏激流——中国渔船玻璃钢化是必然发展趋势!


