胶衣由许多原料组成,主要成分有基体树脂、颜料、助剂、单体,每一种原料都可能会影响胶衣的外观性能和抗紫外线照射的性能。

在胶衣实际使用过程中,不可避免地会出现各种各样的问题,但其实大多数问题都是施工工艺方面的原因,小部分可能是胶衣产品本身质量原因。接下来我们就来谈谈胶衣常见的一些问题及解决方案。
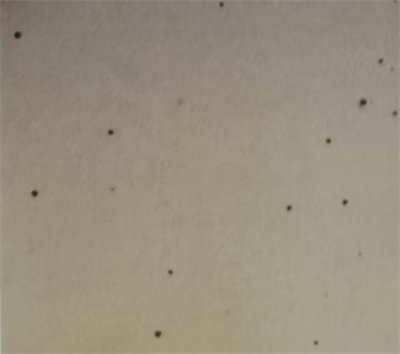
01、胶衣常见问题--鱼眼
产生鱼眼的根本原因:胶衣和模具表面张力差异造成。
客观原因:
胶衣被水、油、硅酮或设备中的溶剂污染
不配套的脱模蜡
模具上有脏物
蜡过量
胶衣太薄
胶衣粘度和触变度太低
胶衣温度过低
模具表面有静电
解决方案:
确保设备的清洁和干燥
避免使用含硅酮的蜡
擦净模具表面
擦去多余的蜡,再次抛光
胶衣厚度0.4-0.6mm
检查胶衣的粘度、触变度和温度。
给胶衣加温
消除静电
02、胶衣常见问题--开裂
客观原因:
胶衣太厚
脱模过程用力过度
结构层欠固化
结构层增强不充分
模具表面有裂纹
胶衣太硬
解决方案:
厚度:0.4-0.6mm
避免重度敲击
检查结构层固化度
必要部位增加结构层厚度
更换模具
合适的胶衣
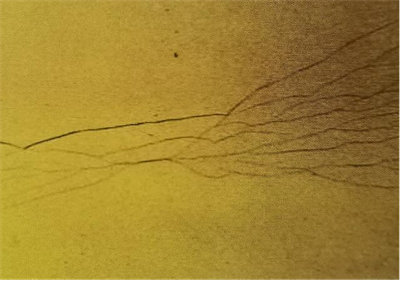
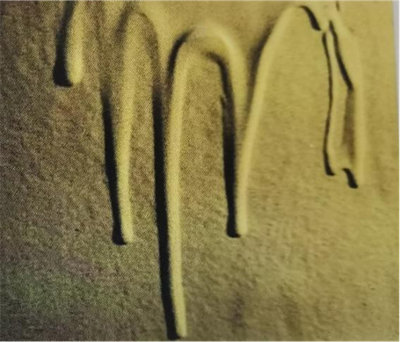
图1 平行裂纹:过分的弯曲
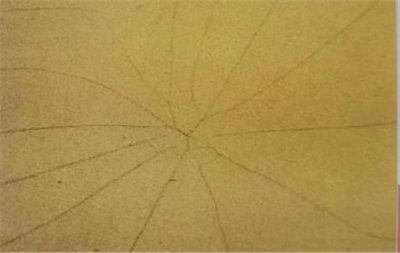
图2 蜘蛛状裂纹:来自结构层的冲击
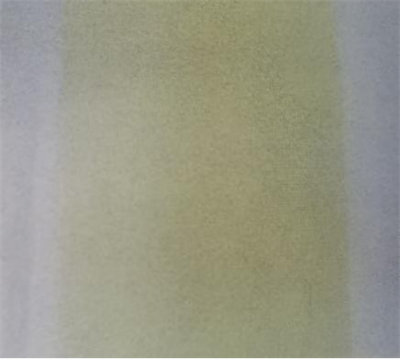
03、胶衣常见问题--黄变
客观原因:
胶衣太厚
固化剂量太大
胶衣局部欠固化
热分解
水或化学品腐蚀
胶衣或色浆耐候性差
解决方案:
厚度:0.4-0.6mm
固化剂用量:1.5-2.5%
确认固化剂量和工作温度是否合适,在模具的低凹处增通风
查清热源(可能树脂放热过高)
查清腐蚀源
选择合适的胶衣
04、胶衣常见问题--流挂
客观原因:
胶衣过量,喷涂得过厚
喷嘴大小或角度不合适
喷涂压力过高或喷枪太靠近模具
胶衣粘度太低
凝胶时间过慢
胶衣温度太高
加入了过量的苯乙烯
解决方案:
厚度:0.4-0.6mm
调整喷嘴大小或角度
调整合适的压力和正确的距离
提供合适黏度的胶衣
调整凝胶时间
胶衣温度:18-30℃
苯乙烯加入量不超过3%
(未完,待续...)
(来源:新型玻璃钢渔船微信公众号)
------
相关文章推荐:
两岸猿声啼不住,轻舟已过万重山---中国玻璃钢渔船发展风雨历程
面对新一轮环保革命 | Synolite新丽材低苯乙烯树脂为您保驾护航
剑在手,问天下谁是英雄!--FRP渔船制造 真空树脂导入成型 手糊成型工艺PK
无蜡垢更好用!玻璃钢专用脱模蜡——美国Stoner蜜蜡250脱模蜡,您值得拥有!
还在为车间气味、粉尘、废料处理等问题发愁吗?新型VPI硅胶真空成型工艺为您轻松搞定
几度风雨几度春秋,风霜雪雨搏激流——中国渔船玻璃钢化是必然发展趋势!
打印


