各位小主都知道,复合材料制品的表面要做到镜面效果,并不仅仅选择好胶衣和正确使用胶衣就行了,拥有高品质的复合材料模具和合理布局的结构层也同样非常重要的,三者缺一不可。今天我们就重点讲讲胶衣的使用技巧!
在复合材料的应用之中,胶衣不但是非常有技术含量的产品,同时在实际使用过程中,也是比较容易出问题的一个产品,涉及到的原因非常多,而影响胶衣表面效果的因素主要有胶衣类型以及胶衣的使用。
胶衣常用有以下几个类型:邻苯、间苯、间苯/新戊二醇、乙烯基胶衣,其中乙烯基胶衣多应用于玻璃钢模具。
不少复合材料工厂认为车间的环境和产品的品质没有什么关联,这种认识是非常错误的,实际上环境是影响复合材料产品质量的重要因素,我们在生产的过程中,胶衣、模具以及车间的温度最好是都控制在16-30°C,最理想温度控制在20-25°C(低温的胶衣至少要在暖和的车间放置24h),车间的相对湿度最好是低于80%。
使用前我们需要慢速的搅匀胶衣,否则在这个物理搅拌的过程中就会产生过多的气泡。
正常而言固化剂的使用量最好是控制在1.0-2.5%(高品质的过氧化甲乙酮标准:水分含量<3% 、活性氧含量≤10%、甲乙酮含量<3%)。喷胶衣的时候,胶衣厚度控制在湿膜400-600 microns.(用测厚仪控制),操作时,分3-4遍喷射,达到需要的厚度(薄层多遍非常重要)。
要使用好胶衣,重点之一是要把握好胶衣的固化时间(凝胶和气干时间)和胶衣厚度。
其中影响胶衣固化的几个核心因素有:
1、车间的环境(温度、湿度);
2、胶衣的厚度 400-600μm;
3、胶衣的凝胶时间;
4、模具底部或凹槽处的通风情况。
胶衣厚度把控非常重要,太厚和太薄都会影响产品质量,例如胶衣厚度低于400μm时就容易出现起皱、玻纤纹外露、被渗透等问题。胶衣厚度高于800μm时就容易出现开裂、提前离模、黄变等问题。
那么如何来把控胶衣的凝胶时间呢?
常规来说,凝胶时间的测试标准是25℃时,50g胶衣+1ml M50,手动测试(TM2245)。
温度对胶衣的凝胶时间影响很大。
胶衣的凝胶时间随时间的推移,会有一定的漂移。
客户在使用前,都应该检测胶衣的凝胶时间。通常,室温杯测(100g胶衣+2ml M50)凝胶时间在10-30min,胶衣均可以正常使用。当然也可以模拟生产做小试。
特殊情况下,客户可以通过调节固化剂的量,或者添加阻聚剂、促进剂来调节胶衣的凝胶时间,促进剂一般使用钴类。加入量要根据实际情况而定,建议调整后,先做检测再生产。
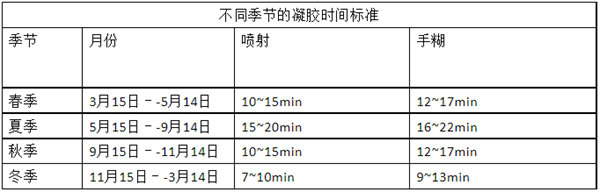
规范的工厂对每一个客户都有一个客户档案,记录了客户不同季节对凝胶时间的要求,这也是优秀工厂质控标准之一。
下面是不同季节的胶衣凝胶时间标准的表格:
(来源:新型玻璃钢渔船公众号)
相关文章推荐:
两岸猿声啼不住,轻舟已过万重山---中国玻璃钢渔船发展风雨历程
面对新一轮环保革命 | Synolite新丽材低苯乙烯树脂为您保驾护航
剑在手,问天下谁是英雄!--FRP渔船制造 真空树脂导入成型 手糊成型工艺PK
无蜡垢更好用!玻璃钢专用脱模蜡——美国Stoner蜜蜡250脱模蜡,您值得拥有!
还在为车间气味、粉尘、废料处理等问题发愁吗?新型VPI硅胶真空成型工艺为您轻松搞定
几度风雨几度春秋,风霜雪雨搏激流——中国渔船玻璃钢化是必然发展趋势!
打印


