
一、玻璃钢的固化
将混合有适量固化剂的预促型不饱和聚酯树脂充分浸入玻璃纤维基材之后,树脂发生聚合反应,并在比较短的时间内固化成为玻璃钢产品。
以时间来表示树脂趋于固化的变化状态是树脂的固化特性。液态树脂散发出反应热而变化的状况,我们可以用树脂固化发热曲线来表示,当然了发热曲线只能了解树脂本身的变化,对了解树脂的性能和判断树脂好坏有用。但是,在现场施工中我们还需要了解使用这种树脂制作玻璃钢时的固化状况。可是,由于条件不同,玻璃钢的固化状况有各种各样变化,下面我们就一起来了解一下。

01、树脂的固化条件
一般作为建造玻璃钢渔船所使用的树脂的固化条件中,影响最大的是敷层作业时作业场的温度、树脂本身的温度和固化剂的用量。
(1)作业场的温度
最理想的作业场温度为20℃。下面为各国标准和规范规定的温度。
①日本(玻璃钢船特殊标准) 18~22℃
②英国(劳氏船级社) 18~21℃
③联邦德国(联邦德国劳氏船级社)15~25℃
④挪威(挪威船级社)不得低于18℃
⑤美国( ABS 船级社) 16~32℃
根据上述规定可知,在各种场合下作业场的温度都不得低于15℃。低于这个温度则会产生固化不良。
(2)树脂的温度
作业场的温度虽然适宜,但是,因为树脂一般保存在阴冷的场所,如果从仓库里取出来就使用,由于树脂本身的温度低于作业场的温度,所以往往要结露水。树脂中如果混入水分就将妨碍硬化。另外,还会招致发热温度降低,而成为固化不良的原因。所以要预先将树脂温度提高到作业场的温度或比作业场的温度高3~4℃。
(3)固化剂用量
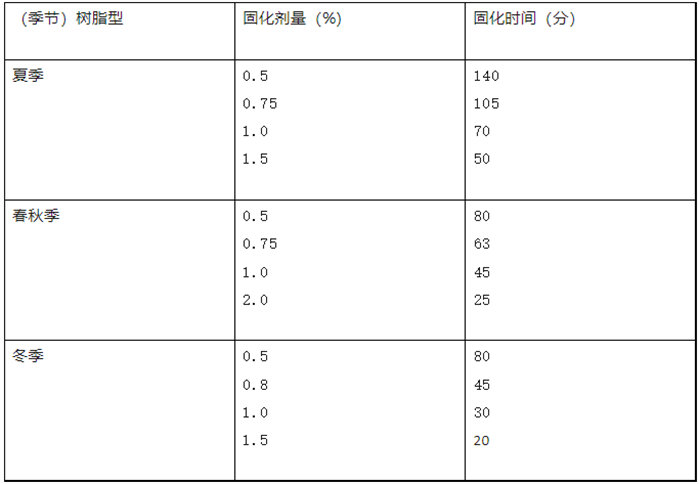
根据敷层作业场的温度,调节加入固化剂的数量。一般以树脂的重量为100份时,加入的固化剂数量在0.5~2.0份之间。
"份"虽与百分比(%)有所不同,但是当数量小时因为差异不大,所以有时用百分比(%)表示。
某型号树脂25℃时不同季节型树脂的固化时间如下:
02、玻璃钢的固化条件
玻璃钢的固化可以说和树脂的固化一样,但玻璃钢的固化除了树脂的固化条件外,玻璃纤维也是一个影响玻璃钢固化的重要条件。

(1)玻璃纤维的潮湿度和脏污
玻璃纤维基材保存在潮湿度大或者是从温度低的场所搬运到温度高的敷层作业场过程中,如果潮湿度大则有结露的可能。使用潮湿度大的纤维进行敷层时,将影响树脂的胶接质量,胶接不良处固化后发白,强度变差。解决的办法是将它保存在不潮湿的干燥场所。其次,在敷层作业之前,使树脂温度与敷层作业场所的环境温度一致。还有,灰尘也有碍固化,所以要保持清洁。为此须设剪裁室,剪裁好之后要放到清洁的格板架上,如果不马上使用要装入聚乙烯袋中。
(2)玻璃纤维的温度
不仅为了防止玻璃纤维潮湿而需要调节温度,为了使玻璃纤维与树脂结合牢固,也需要在敷层的头两天使玻璃纤维与敷层作业场的环境温度一致,并且要使玻璃纤维内部的温度均匀。可以提前两天把要使用的玻璃纤维从仓库转运到敷层作业的操作室。
(3)玻璃纤维的胶接性能
玻璃纤维与树脂不发生化学反应,相反,玻璃纤维具有不含浸树脂的特性。因此,提高两者的胶接性能的方法是,尽量采用细致均质的玻璃纤维。另外采用玻璃纤维浸润剂对玻璃纤维进行表面处理,以提高胶接性能。
即使这样,还要看敷层时的工艺操作好坏,这对胶接性能有很大的差异。其表现是存在于玻璃纤维表面上的空气层,空泡和混入树脂中的空气粒子。虽然树脂有充分的固化特性,但作为玻璃钢的固化性能来说,不能充分保证性能的话,还不能说是完美的。
二、玻璃钢的固化特性
树脂的固化特性就是发热固化特性,用时间来表示玻璃纤维基材和树脂含浸时的固化特性(固化状态)应用上较为方便。往树脂中混合固化剂时活化期就开始,将其浸润到玻璃纤维基材中进行敷层就是敷层的开始。在敷层期间呈液态状,以后就逐渐凝胶化。
下一步就固化成固体状,开始固化时,表面呈软状态,此时用手触摸不粘手,这叫指触固化。往后再经过15分钟就形成用刀易于切割的状态。所以要在这个时候抓紧时间去多余的和做坏了的部分。
再以后就叫做未熟化状态,这是敷层作业的最重要的状态,这个状态的时间依树脂而不同,一般是24小时。如果要敷下一层就得在这个状态进行,否则影响质量。
一般用巴科尔硬度计测量玻璃钢的固化程度。此时测量的是树脂的硬度,不是测量玻璃钢的硬度。测量硬度是了解固化程度的最好方法,但最好与树脂的原有硬度进行比较。树脂开始固化的最初几小时内的硬度很低(用GYZ2- J -934巴科尔硬度计测量),而且这个硬度没有什么用处。但是经过半天或一天之后硬度值就相当地提高。
一般敷层后经过1~2天,硬度达到40左右,这个硬度值是可以脱模的标准值。如果低于这个硬度值进行脱模,则脱模后的船壳容易变形。
巴氏硬度40时还未完全固化。经过一些时间之后硬度就逐渐提高。完全固化要在15天之后。一般30天左右巴氏硬度达到50左右。如果在敷层后进行加热则可缩短固化时间。这种作业叫做后固化。
(注:本文是根据资料整理,转载需同意)
相关文章推荐:
两岸猿声啼不住,轻舟已过万重山---中国玻璃钢渔船发展风雨历程
面对新一轮环保革命 | Synolite新丽材低苯乙烯树脂为您保驾护航
剑在手,问天下谁是英雄!--FRP渔船制造 真空树脂导入成型 手糊成型工艺PK
无蜡垢更好用!玻璃钢专用脱模蜡——美国Stoner蜜蜡250脱模蜡,您值得拥有!
还在为车间气味、粉尘、废料处理等问题发愁吗?新型VPI硅胶真空成型工艺为您轻松搞定
几度风雨几度春秋,风霜雪雨搏激流——中国渔船玻璃钢化是必然发展趋势!
打印


