前面我们有谈到国内的玻璃钢厂胶衣施工的几个工艺主要是手刷和喷枪喷射,而喷枪喷射又分为2个方式:小喷壶内混型小喷枪(容量一般是500-1000毫升)、内/外混型大喷枪。手刷胶衣,主要是依赖操作工人的个人经验及责任心,导致制品一致性以及质量稳定性较差。加上效率较低、劳动强度大、卫生条件差,产品质量难以保证。
虽然喷射工艺越来越成为主流选择,但是任何工艺都有其先进性也有其使用中需要注意的一些因素,接下来广东博皓小编就为您浅析胶衣使用喷射工艺中的影响因素。
01、环境的影响
·温度的影响(车间的温度最好是控制在16-30°C)
如果是使用温度过低,胶衣粘度高,流动性差, 喷射时胶衣流量偏小、雾化的效果不好。这样的话容易产生橘皮现象,同时固化度(欠固化)不够,也容易出现起皱、渗透,、针孔、光泽度低等问题。所以使用之前要预热胶衣。
如果是温度超过30°C,胶衣粘度低,流动性好,喷射时胶衣流量偏大、胶衣过度雾化。这样的话容易产生流挂甚至是胶衣提前离模等问题。
·喷枪输入压力的影响
压力过大和过小都会导致雾化状态和胶衣流量出现不同的变化,流量过大和流量过小以及雾化过度和雾化不够都容易引起质量问题。因此最佳的情况是在保证雾化状态的前提下,压力越小越好。(一般情况下,压力控制在0.4~0.5Bar为好)
02、设备对喷射胶衣的影响
喷枪喷射又分为2个方式,小喷壶内混型小喷枪(容量一般是500-1000毫升)以及内/外混型大喷枪。
内混型小喷枪需要把胶衣和固化剂人工混合倒入小喷壶容器中,通过高压气体把胶衣吹散成雾状,雾化效果不好而且环境污染非常严重。

图1:内混型小喷枪
半自动化的大喷枪也分为外混型喷枪和内混型喷枪。总体而言,用半自动化大喷枪效果会好很多。详见《还在用手刷胶衣?你out了吧!》一文,这里就不再重复。

图2:半自动化大喷枪
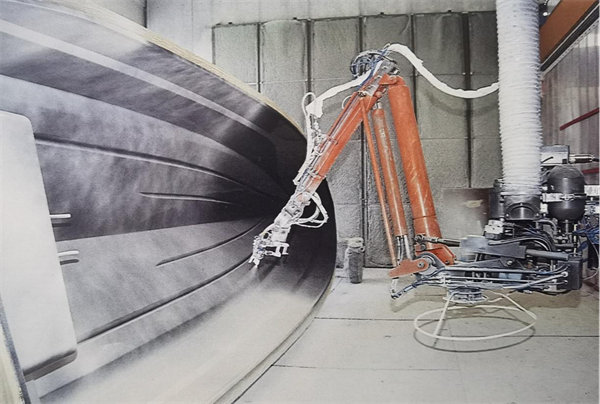
图3:机器人喷射胶衣
03、喷射操作程序
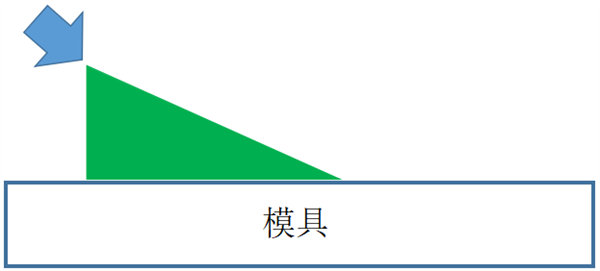
首先是使用喷枪的时候喷枪口到模具的距离不要太近也不要太远,最合适的距离是喷枪到模具的距离(50-80cm)。
其次是喷枪要垂直于模具。
最后是在水平和垂直方向喷射。
如果不按照以上三点来操作的话会导致胶衣厚度的不均匀从而导致质量问题的出现。
错误的操作会导致胶衣厚度的不均匀
(文章来源:新型玻璃钢渔船)
------
相关文章推荐:
两岸猿声啼不住,轻舟已过万重山---中国玻璃钢渔船发展风雨历程
面对新一轮环保革命 | Synolite新丽材低苯乙烯树脂为您保驾护航
剑在手,问天下谁是英雄!--FRP渔船制造 真空树脂导入成型 手糊成型工艺PK
无蜡垢更好用!玻璃钢专用脱模蜡——美国Stoner蜜蜡250脱模蜡,您值得拥有!
还在为车间气味、粉尘、废料处理等问题发愁吗?新型VPI硅胶真空成型工艺为您轻松搞定
几度风雨几度春秋,风霜雪雨搏激流——中国渔船玻璃钢化是必然发展趋势!
打印


