一、概述
热压罐(Hot Air Autoelave或简写Atitoelave)是一种针对聚合物基复合材料成型工艺特点的工艺设备,使用这种设备进行成型工艺的方法叫热压罐法。热压罐成型法是制造连续纤维增强热固性复合材料制件的主要方法,目前广泛应用于先进复合材料结构、蜂窝夹层结构及金属或复合材料胶接结构的成型中。材料成型时,利用热压罐内同时提供的均匀温度和均布压力而固化,所以可得到表面与内部质量高,形状复杂,面积巨大的复合材料制件。我国的西安飞机制造公司于八十年代末同德国的肖尔茨机械工程公司公司联合设计分体加工制造了国内航空工厂最大规格的热压罐。

二、热压罐成型法简介
热压罐成型法是目前国内外广泛采用的工艺方法之一,主要用于大尺寸、外形较复杂的航空、航天FRP构件的制造,如蒙皮件、肋、框、各种壁板件、地板及整流罩。热压罐成型法也有一定的局限性,结构很复杂的构件,用该方法成型有一定困难。同时此法对模具的设计技术要求很高,模具必须有良好的导热性、热态刚性和气密性。
1、基本原理
将预浸料按铺层要求铺放于模具上,并密封在真空袋中后放入热压罐中,经过热压罐设备加温、加压,完成材料固化反应,使预浸料坯件成为所需形状和满足质量要求的构件的工艺方法。
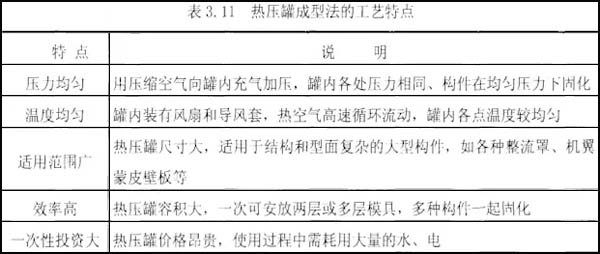
2、工艺特点
热压罐成型法是FRP构件的最常用成型方法,可成型夹层结构件和层压板构件,也可成型组合构件和胶接构件。
目前适用于热压罐中温成型复合材料的模具主要有以下几种:铝模具、钢模具、碳纤维/环氧树脂复合材料模具。总的来说,对于尺寸精度配合要求较高、而且产量不大的复合材料构件可用碳纤维/环氧复合材料模具;对于尺寸精度要求不太高的构件或平板产品,铝制模具最为适用;当产品批量大,尺寸精度要求较高的构件,选择钢制模具最为经济、实用。
3、基本工艺参数
复合材料基体树脂的固化、除了与树脂的分子结构有关,还与其他组分(固化剂、交联促进剂等)有关.外界条件—温度、压力和时间因素对固化成型起着重要的作用,通常称这三个因素为工艺参数。
就目前国内国外树脂体系固化所需压力而言,除聚酸亚胺类外,固化压力一般在0.3-0.6MPa的范围内。用于复合材料成型工艺的热压罐其使用压力一般小于1.6MPa,属于二类低压容器。从成型工艺的角度来看,基体树脂从线型结构转变成三维网状结构的全部历程可分为三个阶段:流动阶段,凝胶阶段和固化阶段,而且这一过程均是处在一定温度下进行的。根据文献报道,国内重要的航空结构用复合材料基体树脂的固化温度最高在180士5℃的范围。将热压罐的最高使用温度设定在250℃是适宜的。该温度是目前国内对热压罐普遍使用的上限温度。温度场的分布:热压雄内部都设有空气搅拌循环装置,其主要功能是使罐内温度均匀化。
对热压罐尤其是大型热压罐来说,由于热交换对象不同(模具的大小与材质,复合材料的厚度与平面尺寸,辅助材料的层数等),往往产生罐内温度与材料实际温度有较大差异。准确测出这种温差的出现、分布和弥合,是确定合理的工艺参数的基体条件。
三、缺陷研究
在复合材料制件中主要缺陷的比例从高到低依次为分层、孔隙、气孔、富脂、贫胶、脱粘、疏松、弱粘、变形其中分层所占比例最高,超过,气孔、孔隙的比例也比较高,其他缺陷比例相对较低。因此,分层缺陷是热压罐成型工艺中最主要的缺陷形式。在材料体系一致时,分层主要受复合材料构件的结构形式和工艺条件影响。(文章来源:复合材料社区)
解决方案
• 环保解决方案
• 预浸料解决方案
• 快速制模解决方案
• 耐高温产品解决方案
• 食品级树脂解决方案
• 阻燃树脂解决方案
• 防腐解决方案
• 玻璃钢FRP芯材解决方案
• 玻璃钢模具制作解决方案
• 卫浴洁具产品解决方案
• FRP复材粘结解决方案
• 玻璃钢模具脱模解决方案
• 玻璃钢模具抛光解决方案
• 玻璃钢船艇解决方案
• 胶衣操作问题解析

地址:广东省广州市番禺区天安番禺节能科技园总部中心一号楼1104至1105
电话:020-39966201、18026298689 传真:020-39966209 邮箱:info@frpgd.com
客服QQ:3496371846 微信号:18026298689 Copyright 2002-2014 frpgd.com,Inc.All rights reserved.
备案号:粤ICP备2024354488号
企业邮箱
电话:020-39966201、18026298689 传真:020-39966209 邮箱:info@frpgd.com
客服QQ:3496371846 微信号:18026298689 Copyright 2002-2014 frpgd.com,Inc.All rights reserved.
备案号:粤ICP备2024354488号
企业邮箱

