一、开始使用前的工作
1、收到新的胶衣供货时,要检查以下内容:
数量:与开票数是否相符;包装:包装桶是否完好,产品编号,生产批号,避免临期或超期胶衣的接收。
2、储存:
胶衣分批次存入仓库,做到先进先出;避免阳光直射;存放在原装大、小桶中,拧紧盖子;大小桶有次序地平行放好,固化剂与胶衣及树脂总是分开储存!
二、准备工作
1、模具的预处理工作
好的模具是生产高质量产品的关键;模具必须彻底清理和除尘;精心抛光模具并打蜡;新模具使用前要涂一层脱模剂,以保证顺利脱模;注意现场操作环境,避免模具表面灰尘的产生;
2、胶衣的准备
确认胶衣的颜色和类型正确,包装桶没有受损;为达到相同色相,整套制品最好使用同批胶衣生产;使用前在原桶内搅拌均匀胶衣,但应避免过度搅拌;胶衣最佳的工作温度:18-25℃;现在这桶胶衣已调好可以拿去喷涂了,任何时候都要使用劳动防护用品!
3.喷涂设备的检查
检查压缩空气的除油、除水情况;检查并清洗过滤器;根据模具的大小和复杂程度选择喷枪喷嘴的大小和角度;检查并调整喷雾形式;
尽量使用最低的泵压把胶衣压入喷枪;调整MEKP固化剂至推荐的量;如有必要,用凝胶时间办法校准喷枪固化剂用量;仔细阅读设备厂商提供的设备使用说明书;任何时候都要把喷涂设备接地!
4.喷涂操作者的准备
空气面具或呼吸器;劳动防护用品:服装,手套,眼镜;喷涂期间操作者使用合适的保护是十分重要的!
三、手刷/喷涂操作
1、手刷操作前的准备:
使用清洁柔软的高质量不掉毛长毛刷;倒出所需用量的胶衣在清洁的桶中;加入1.5-2.5%的MEKP固化剂,充分搅拌;胶衣在使用前先在原桶中轻缓彻底搅拌!根据环境温度搭配适宜的固化剂。
2、手刷操作:
用手刷时要连续涂刷,以达到均匀的厚度;操作过程中随时检查胶衣的厚度;一次涂刷无法达到0.5-0.8mm厚度,可以在凝胶后的第一层上再刷一层,这要求可比画画还高;
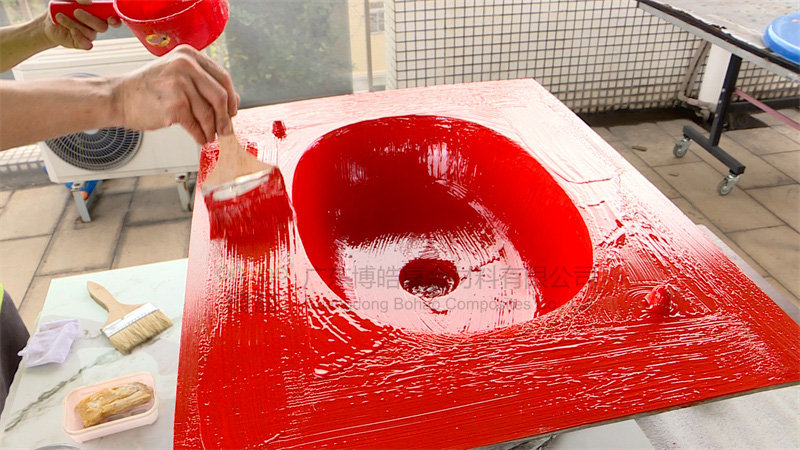
高品质玻璃钢模具胶衣:AOC 8366胶衣
3、喷涂操作:
喷涂两至三次,以建立起全部涂层的厚度;
后一次喷涂路线一定要与前一次路线垂直;
检查湿胶衣层的厚度;
喷枪要拿到模具外面停止;
喷涂胶衣会更均匀和节约材料,但对模具的困难部分,一定要用刷子提前刷;通常涂层厚度控制在0.5-0.8mm;厚度根据产品的最终用途而定。
四、积层前的检查
开始上增强层前胶衣应凝胶到无粘性(约1.5小时,常温23度);模具深槽中的胶衣凝胶时间需要加长;也可以用少量的通风或翻动模具的办法加速凝胶;检查模具所有的部位是否已均匀凝胶,不要使胶衣膜固化时间太长或过夜。
五、工具的清理
在清洁房或带盖的容器中用清洗剂清洗刷子;
洗好的刷子浸入容剂中,盖好盛容器的盖子;
喷枪要去掉喷嘴并用清洗剂清洗,按厂家的要求维护喷涂设备;
六、胶衣介绍:
胶衣是什么?胶衣英文名称gel coat,它是树脂中加入颜料和触变剂等分散而成的玻璃钢(FRP)及台面面漆用来开发的着色触变性产品。直白点讲胶衣就是加了颜料和助剂的一种树脂,用于制品的表面,主要起到保护和美观的作用。
七、胶衣问题分析及解决方案
在日常生产中,我们接触到的胶衣从用途上来分主要有模具胶衣和产品胶衣两大类。别看它们只有薄薄的一层,但要想做好却不容易。每一个细节没有处理好,都会给制品带来大问题。起皱、桔皮、针眼、微孔、裂纹、鱼眼、流挂、光泽度不行等等问题,都经常出现在我们的生产中,困扰着大家。
知道了什么是胶衣,也了解了胶衣出现问题的原因。那接下来就解答一下这位朋友所提的问题:胶衣为什么会龟裂?龟裂,也就是胶衣出现裂纹的其中一种现象。成型后制品表面胶衣出现裂纹的原因和很多因素有关,但总结起来主要有以下四个。
①选用了不好的原材料
胶衣的硬度、韧性和耐温性能都直接决定了其品质,材料选对了,那也就选对了方向。好的硬度和韧性,能使胶衣经受一定的外力冲击或内应力,好的耐温可以经受制品固化时放热峰的冲击。
②胶衣喷涂的厚度过薄或过厚了
胶衣的厚度过薄或过厚也会造成裂纹,包括胶衣的喷涂方式也会有影响。正常的厚度为:模具胶衣0.7-0.8mm,产品胶衣0.4-0.6mm。特别是喷涂过薄,很容易会产生裂纹。
③过渡层问题
所谓过渡层,也就是胶衣后面糊制的2-3层(第1层一般会选用表面毡,后面2层用短切毡)。过渡层也是非常关键的,因为和胶衣层直接相连,其支撑力不足的时候,当制品表面受到冲击的时候,就很容易产生裂纹。因此过渡层的选材一定要好,另外其和胶衣面的连接也需要处理好,不能有分层现象。
④受到了外力的撞击
外力撞击是裂纹产生的最主要原因。包括脱模时的敲击,搬运过程中的撞击等。
知道了胶衣为什么会龟裂了,那更重要的是如何去避免。下面有针对地提出自己的看法供大家参考。
①首先选材方面,不管是模具胶衣还是产品胶衣,我们都尽可能选择一些好的材料,特别是模具胶衣,重复利用率高。不能因为成本因素,而造成产品质量出现问题。
②在进行胶衣喷涂的时候,一定要控制好现场环境和工艺流程。现场环境包括操作场地是否整洁、温湿度是否合适、气源是否干净等等,而工艺流程上也应该按照规范来进行操作,分两次进行喷涂。为了保证胶衣的厚度在标准范围内,一定要进行定量喷涂,即按喷涂面积和厚度事先计算好所需胶衣的用量,这样就能控制好胶衣的厚度。
③过渡层的树脂也应该尽可能选择性能较好的乙烯基或间苯树脂来进行糊制,所谓钱要花在刀刃上,不能节省的地方还是需要投入,一分钱一分货。把握好糊制的时间点,待胶衣沾手不粘胶的时候就要开始糊制过渡层了,每一层待其固化后,挑泡、打磨,再糊制下一层。把活做得细一点,保证过渡层的高品质。
④请避免暴力!!!这一点作为管理者是应该严格要求下属的。脱模难脱,那你就应该把打蜡(脱模剂)这个步骤做好,确实遇到难脱模的时候也应该借助脱模楔子等工具,用橡胶锤轻敲或用气源吹进行脱模。(来源:复材应用技术)
------
相关文章推荐:
中国巨石如何成为全球玻纤行业领军企业?探寻其高质量发展动力之源
高性能碳纤维复合材料应用规模在未来3-5年有望突破 进入快速放量期
无苯乙烯树脂走向工业舞台!AOC力联思树脂助力英国紧急建造防疫病房
纪实|累并快乐着,小众实干派!这里有一群为复合材料奋斗终生的人!
剑在手,问天下谁是英雄!--FRP渔船制造 真空树脂导入成型 手糊成型工艺PK
无蜡垢更好用!玻璃钢专用脱模蜡——美国Stoner蜜蜡250脱模蜡,您值得拥有!
还在为车间气味、粉尘、废料处理等问题发愁吗?新型VPI硅胶真空成型工艺为您轻松搞定
打印


