手糊工艺在玻璃钢行业中依然处于主流,但是自动化工艺——特别是拉挤成型、缠绕、RTM、SMC等后起工艺已经在开发中逐步取代或简化手动操作。
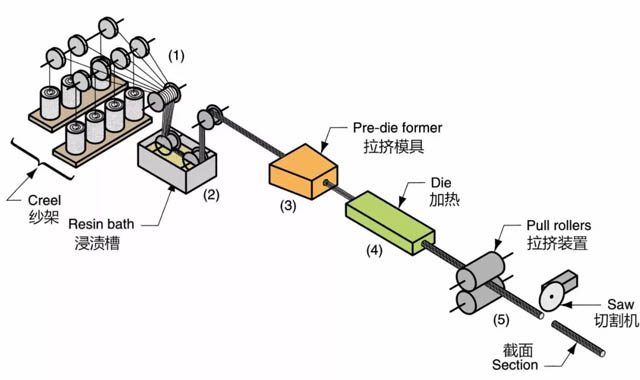
拉挤成型工艺属于第一个自动化过程之一。由W. Brandt Goldsworthy于1959年获得专利,拉挤成型是一种自动化的计算机控制工艺,用于快速、统一、连续无间断地制造线形玻璃钢产品。将增强纤维(通常是玻璃纤维粗纱或丝束)拉过加热的树脂浸润,然后再穿过一个或多个成形导向装置时形成特定形状,接着所有被混合完毕的材料通过一个很长的加热模具,在那里形成网状并固化。 在更下游冷却之后,机器将所得的形状切割成标准长度,即时制作出平滑的成品,无需后续处理。
拉挤成型工艺的流程可以简要分三个步骤:浸润、成型、固化/冷却。
下面以分解动作的方式给大家简单介绍拉挤成型的工艺流程:
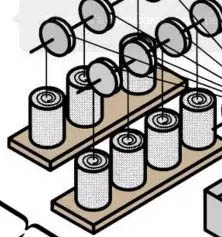
A.纱架
生产前的准备环节,提前根据制品要求排列好纱团,每个纱团的位置及每一层纱接线之间的距离要控制好,由纱架至导纱孔排列有序间隔,使后续拉沙过程中纱团之间保证平稳拉出,防止打岔或纱与导纱孔角度过小而产生毛刺。操作不慎容易造成断纱、纱成团、浸渍不完全、堵塞模具。(产品的准备从开始就为它的结局埋下了伏笔,请一定要细心再细心!)
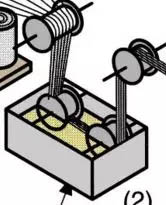
B.浸渍槽
主要为了使增强材料与树脂基体得到充分浸渍,浸渍槽一般分两段,过长会降低生产效率,过短影响浸渍效果,过深填料容易沉积,影响树脂流动性,过浅增强材料容易浸渍不充分,要把控好浸渍槽的长度与深度。
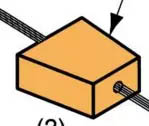
C.拉挤模具
常见有两种:一是合模,由多块经产品要求加工而成的半模组合在一起,通过上下左右加模温板达到拉挤效果;二是管模,整体圆管形状,外部需要一个套模,套模中有模温板。该种模具温度控制稳定,一般内部还会经过渗氮或镀铬处理使其性能达到良好的效果模具,使模具平整、光洁、易脱模、耐磨、耐温等。
D.拉挤/牵引装置
目前也分为两种:一种是液压拉挤机,由两个液压夹持机作往复式拉挤作业,其拉力大,夹持力强,可根据制品形状量身定制;二是履带牵引机,由一到两个双层履带轮组成,不断作圆周运动牵引,其平稳性好,成本低,但拉力较小,夹持力稍弱, 适合牵引小产品。
E.切割机
主要对拉挤产品进行定长切割,切割的产品横截面要平整,切割尺寸要稳定,切割力保持平顺,切割过程中不能损坏产品。(记住!收尾时刻也不要掉链子喔)
拉挤成型工艺亮点GET
1、一次成型,利用率高,无固废料
拉挤成型技术直接使用原丝与预浸料进行生产,除型材两端有小部分需要外,生产过程基本不产生其他边角废料,原材料有效利用率高。
2、结构形状可复杂多变
随着原材料品种和规格的逐步完善和工艺水平提高,任何复杂截面的直线型横截面复合材料型材,几乎都可以采用拉挤成型工艺,适应不同用途和对荷载要求的增强。
3、生产效率高,成本低
自动化程度高,生产效率高,而且人工费用低,制品成本的竞争力强。 从材料直接“秒变”成制品,这是传统手糊工艺或者其他需要时间成本的工艺无法比拟的。
4、轻质高强
复合材料制品的物理力学性能,特别是纵向比强度和比刚度特别突出。产品纵向强度高,而且由于在自动化设备的精准调控下,直接保证了制品质量的均一性和稳定性。固化后型材整体尺寸公差小,表面质量高。
5、长度零限制
制品的长度只受生产空间限制,与设备能力和工艺因素无关。
拉挤成型工艺短板GET
1、只能用于加工不含有凹陷、浮雕结构的长条状线性制品和板状制品。
2、制品的性能具有明显的方向性,且对生产工艺参数的控制必须准确无误。
拉挤工艺应用领域中的一些常见成品:
1、电气市场

电缆桥架
2、化工防腐

冷却塔支架
3、生活用品

帐篷杆
4、建筑行业

楼梯扶手
5、交通轨道

公路防护栏
6、碳纤维应用
版权声明:本文属于原创文章,未经授权,任何媒体个人不得转载、链接、转帖或以其他方式使用;经本公司授权的,在使用时必须注明来源:“广东博皓微信公众号”。
打印


