想象有朝一日我们能够精确地复制船壳、汽车挡泥板、舱口盖或其他类似的构件。
无论是作为一种爱好还是一种职业,根据现有的部件(或是你自己的设计)制作一个模具并从中获取一个部分都是一项有价值并具有挑战性的技能。
本指南旨在使你熟悉公模(国内叫阳模)和模具加工的基本步骤。如果仔细遵循这份指南,即使是新手也能体验到加工玻璃纤维的艺术。
从另一方面来看,并没有生产高质量的公模或模具的快速、简单的方法。制作一件好的模具是一项需要认真仔细并且艰辛的工作。
首先我们要仔细准备模板(公模),直到最后模具的制作。模板的表面必须满足你的模具所需的镜面光洁度。为了消除任何会损坏模型的缺陷,模板的制作必须足够的精确。
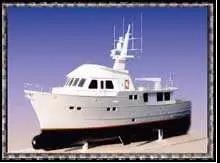
美国华盛顿州莱克史蒂文斯市通用模型公司的加里·伊萨克森制作的74英尺拖网渔船比例模型
本指南涵盖以下范畴:
1.如何制造公模或模板
2.如何给公模打蜡
3.确保模具从公模上干净地脱模
4.如何制作你的模具
5.如何为模具搭建支架
6.如何拆模
7.安全问题
8.环境问题
1、如何制造公模或模板
可以使用涂有聚酯或环氧树脂的木材制作一个原始的模板,也可以使用石膏,RTV硅胶或泡沫制作原始模板。对模板制作材料的选择几乎是没有限制的。
但是石膏、泡沫等低密度的材料制成的模板很难制作一个以上的模具。如果要使用模板制作一个以上的模具,可以使用聚酯和玻璃纤维制作的公模来制作。
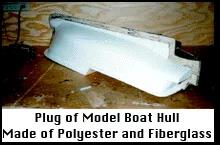
由聚酯和玻纤制造的模型船壳的模板
我们应当保持公模的表面光滑,并尽可能没有缺陷,从而减少模具的砂光和抛光量。如果模具需要重新加工,必须注意避免改变其尺寸或特征。
注意:不要使用清漆或油漆作为模板的表面涂层,模压时产生的热量可以软化并破坏这些涂层。
2、如何给公模打蜡
当我们需要部分的镜像的公模已经准备好了,应该用玻璃钢专用脱模蜡进行打蜡。
我们对模板的打蜡必须十分彻底,这一点很重要,可以在我们拆模的时候避免粘附。
当我们制作一个新模具时,一定要涂3-5层脱模蜡(使用非硅类的partall#66#),同时将每层脱模蜡抛光至高光泽度,抛光时应经常更换清洁毛巾。
每一层脱模蜡都应按不同的方向打蜡,并在打蜡后至少风干一小时,干透后再涂覆下一层脱模蜡。对于新模具,使用凝胶涂层之前须让最后一层蜡保持24小时(这样可以消除所有溶剂/蒸汽)。
3、确保模具从公模上干净地脱模
聚乙烯醇(PVA)是一种水溶性膜材料的水/醇溶液。当公模打蜡和抛光完成后使用PVA可以确保模具从公模上干净地脱模。
强烈推荐对模板和新模具使用我们的REXCO PVA离型剂。它易于被水从拆卸的模具及模板上清洗掉。
REXCO PVA离型剂最适合使用喷枪涂覆,使用高气压(80 ~ 100psi)和低液体输出。在涂几层薄层后,涂覆一层大约2-4mils厚且湿的涂层。
如果你没有喷涂设备,用 PVA离型剂将聚乙烯泡沫刷略微润湿后,对物体单向进行仔细涂刷后也能获得较好的效果。让PVA离型剂干燥至少30分钟以上或直至无粘性且有光泽。
注意: PVA离型剂不能在硅基蜡上使用,仅能使用棕榈蜡。
4、如何制造你的模具
A、流程规划
1.工具列表:喷涂设备—根据你的项目选择尺寸
|
Badger牌Model-250-2型喷枪组 |
Model G100型胶衣喷枪 |
Mil测量仪 |
|
Badger牌Model-250-4型喷枪组 |
Badger牌附件 |
安全设施 |
|
Badger牌Model-400型补涂用喷枪 |
刷子 |
混合容器 |
2.材料清单:
|
AOC力联思模具凝胶涂层 |
苯乙烯单体 |
REXCO PVA |
|
(MEK)过氧化物催化剂 |
中国巨石玻纤短切毡 |
250脱模蜡 |
|
甲基乙基酮 |
中国巨石无捻粗纱布 |
混合料 |
3.时间安排:
1)第一天的制造
模具制作应该在早晨早些开始,这样一来下午就能把第一层玻璃纤维铺设在模具上了。
2)第二天的制造(直至彻底完成制造)
通过一次性铺设多层玻纤完成模具的制造。每次最多铺设三层,须等待第三层冷却。
3)初步固化
在分离模具和模板前至少要留出5天的时间。
4)最终固化
在分离模具和模板后也要留出五天时间。
B、制作你的模具
模具胶衣的选择是制作好模具的关键因素之一。
AOC力联思模具凝胶涂层模具凝胶涂层能使模具获得一个坚硬,光泽和持久的表面。
模具凝胶涂层最适合用压力罐喷涂设备喷涂。模具凝胶涂层应涂两层光滑的喷涂涂层上,每层未干时的厚度为20mils。
每层涂层应经过三道喷涂工序。
第一层涂层需在涂覆下一层前等待其凝胶(大约90min)。用你的手指触摸表面来简单测试凝胶涂层。如果你留下一个轻微的指纹,并且没有凝胶涂层粘在你的手指上,就可以涂覆第二层了。这个测试也将用于确定什么时候可以在凝胶涂层上铺设第一层玻璃纤维和树脂。
如果没有喷涂设备,可以用刷子涂覆凝胶涂层。在刷子上沾满凝胶涂层,并仅以一个方向将凝胶涂层刷到模板上,保持刷子上沾满凝胶涂层。mil测量仪在涂刷或喷涂模具凝胶涂层时对于确定20 mil的凝胶涂层厚度十分有帮助。
注意:不要让模具凝胶涂层完全固化,因为它完全固化以后会收缩并从模板上脱落。所以切记避免在未铺设至少一层玻璃纤维进之前将模具凝胶涂层放置一整晚一夜之间或一个周末。
在这一层的任何缺陷,如水泡,孔洞和污垢污染都将转移到凝胶涂层。这些缺陷并不会立即出现在新模具中,而是在从模具中取出几个零件后才会出现。
通常选用一层3/4盎司或1.5盎司重的短切毡作为第一层铺设,这样铺设将有助于减少凹陷,印透和失真。确保始终准确测量催化剂,并始终保持33%的玻璃与树脂的比例。尽可能在一周内完成模具的制造。
第一层固化完成后,除去气泡等缺陷。当树脂变得结实但仍然柔软(绿色状态)时,修建模具边缘多余的玻璃纤维。
在第一层固化一晚之后,你就可以一次性铺设三层1.5盎司重的的玻璃纤维,制作剩余的层压板。
为了快速、牢固的铺设,在铺好之后可以使用24盎司的无捻粗纱布铺设。使每一层充分固化并修剪多余的材料,重复这个过程直到模具达到所需的厚度。
这些步骤取决于模具的形状和尺寸。大概的的经验法则是每大约1/4“厚时会达到10轴线英尺,此后每增加的1/8”厚度的会增加5轴线英尺。

模型船壳的模具
注意:无捻粗纱布与凝胶涂层和夹层的1.5盎司垫层应始终保持至少1/4英寸距离。
5、如何为你的模具搭建支架
铺层模具完成后,通常需要搭建一个支架来支撑模具。木制或钢制支架均能使用,重要的是安装支架时,支架与模具不能直接接触,通过在模具和支架之间使用垫片来实现。

完成的模型船壳的支架,注意支架和模具之间的白色泡沫垫片
垫片可以是纸板、泡沫或强芯毡,将垫片放置在任何支架与模具可能接触的地方。在需要的地方用几层垫片把支架压成层压板,小心不要让树脂渗入间隔材料。
完成后,模具至少要固化5天才能从模板上脱模。在脱模五天后也至少需要五天固化时间。如果需要,表面修复和打蜡可以在第二个五天期间内开始。
6、如何拆模
正确的拆模是延长使用寿命和保持光泽的关键。为了防止新模具制作的前几个零件粘在新模具上,建议做以下准备:
如果你严格遵循以上步骤,你的模具在拆模后应该有一个非常光滑的表面。关键是模具的准备和维护要保证模具较长的使用寿命。
首先按照准备模板时涂覆蜡的相同步骤涂覆上六层蜡。建议前两部分使用REXCO PVA离型剂,如果拆模困难或遇到粘附,建议更多地使用REXCO PVA离型剂。当零件脱模难度小且没有粘附,就不再需要使用REXCO PVA离型剂。

完成的模型船壳,它旁边的是支架和模具
只有在必要时,如零件变得难以脱模时,才需要重新打蜡。
下面是一个通用脱模步骤:
1)对模具打蜡和抛光6次
2)对模具使用REXCO PVA离型剂
3)在模具上涂上催化凝胶涂层
4)将玻璃纤维铺设在凝胶涂层上
7、安全问题
由于许多用于公模和模具建造的材料是易燃的,如果使用不当,可能会危害你的健康。为了减少火灾或受伤的危险,我们有如下建议:
•确保所有可燃材料远离明火或其他火源。
•佩戴合适的乳胶或耐溶剂手套(避免皮肤直接接触)。
•佩戴安全护目镜
•在通风良好的地方制作或使用防毒面具
•时刻提高安全常识
•无论何时何地,要确保这些易燃材料远离孩子
•阅读所有使用材料提供的说明和信息
8、环境问题
你在制造过程中使用的许多材料均具有化学毒性,禁止随意丢弃。处理剩余或废弃的材料,请遵守以下规定:
•不要将液体材料倒入垃圾桶中。
•按照国家危险废弃物处置的相关规定处置。
•如果你不确定如何处理剩余的材料,打电话给供应商咨询。
文章看完了,您是否从中学到了很多关于模具制作的专业知识呢?或者您对文章中提到的有关FRP模具材料充满了兴趣?别急,广东博皓为您准备了模具材料清单,方便您深入了解有关材料详情:
巨石无碱玻纤布方格布03,04玻纤布 06,08无碱方格布无捻粗纱布 玻璃钢船艇/板材/管道玻纤布工艺
巨石玻纤短切毡 无碱玻璃纤维乳剂毡/粉剂毡 玻纤短切原丝毡规格300g/450g 玻璃钢拉挤缠绕成型工艺
力联思模具胶衣8366系列 帝斯曼DSM乙烯基8300#胶衣 玻璃钢喷射成型胶衣
GRACO固瑞克喷涂设备 内混/外混单色胶衣喷涂机系统 FRP玻璃钢喷射设备 RS胶衣喷枪
玻璃钢模具脱模剂 REXCO派脱十号膜万能膜脱模剂 PVA10#玻璃钢快速脱模水
Stoner蜜蜡250脱模蜡 手糊玻璃钢模具脱模剂离型剂 无蜡垢棕榈蜡 复合材料人造石树脂脱模剂模具隔离剂
加滢过氧化甲乙酮无色透明固化剂Hardnox系列M200 玻璃钢树脂专用白水
加滢Hardnox系列M90固化剂 玻璃钢用过氧化甲乙酮 无色透明树脂固化剂通用白水
打印


